

千分表的使用视频教程
1、准备工作在使用千分表之前,需要先检查千分表的零位是否正确。将千分表的下夹头轻轻夹住物体,然后将上夹头轻轻旋转,直到指针指向0刻度。如果指针不在0刻度,需要调整千分表的零位。
2、千分表的详细用法是:主要用于测定工件的偏差值,零件平面度、直线度、跳动量,气缸圆度,圆柱度误差以及配合间隙等。
3、使用千分表测量尺寸时,需要先将被测工件放在千分表上面,并通过旋转主轴将工件压在测量杆上。然后,读取刻度盘上的示值并进行计算即可得到尺寸大小。需要注意的是,在使用千分表之前需要先进行校准,确保测量结果的准确性。
4、正确使用千分表的方法:将表固定在表座或表架上,稳定可靠。装夹指示表时,夹紧力不能过大,以免套筒变形卡住测杆。
5、首先,一般要保证测量时已经达到了稳态。如果没有稳态,会有误差。第二,测温元件的测量误差。第三,人为误差,如人流的走动等也会引起误差。
千分表的读数是怎么得到的?
1、首先,一般要保证测量时已经达到了稳态。如果没有稳态,会有误差。第二,测温元件的测量误差。第三,人为误差,如人流的走动等也会引起误差。
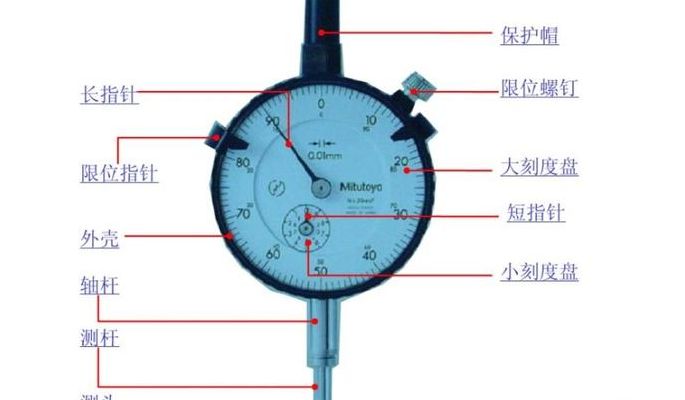
2、百分表的读数方法是先读小指针转过的刻度线,再读大指针转过的刻度线并估读一位,并乘以0.01,然后两者相加,即得到所测量的数值。百分表是由精密齿条和齿轮机构制成的通用长度测量工具。
3、千分表的读数方法如下:首先,以微分筒的端面为准线,读取固定套管下刻度线的分度值(只读出以毫米为单位的整数)。接着,以固定套管上的水平横线作为读数准线,读取可动刻度上的分度值。
4、千分表是通过齿轮或杠杆将一般的直线位移(直线运动)转换成指针的旋转运动,然后在刻度盘上进行读数的长度测量仪器。
千分表怎么读数
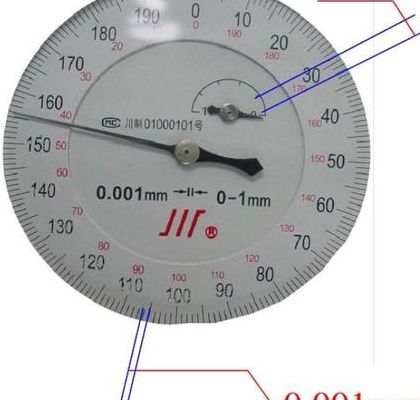
读数方法:千分表的表盘刻度一般分为100格,测头每移动0.01mm,大指针就偏转1格(表示0.01mm);当大指针超过1圈时,小指针偏转 1格(表示1mm);指针的偏转量就是被测零件的实际偏差或间隙值。
读数时,先以微分筒的端面为准线,读出固定套管下刻度线的分度值(只读出以毫米为单位的整数),再以固定套管上的水平横线作为读数准线。读出可动刻度上的分度值,读数时应估读到最小刻度的十分之一,即0.001毫米。
千分表的读数方法如下:首先,以微分筒的端面为准线,读取固定套管下刻度线的分度值(只读出以毫米为单位的整数)。接着,以固定套管上的水平横线作为读数准线,读取可动刻度上的分度值。
百分表的读数方法是先读小指针转过的刻度线,再读大指针转过的刻度线并估读一位,并乘以0.01,然后两者相加,即得到所测量的数值。百分表是由精密齿条和齿轮机构制成的通用长度测量工具。
千分表的读数方法是:先读取小指针转动的刻度线,然后读取大指针转动的刻度线并估算一位数,乘以0.01,再将两者相加得到测量值。注:1。使用前,检查测量杆的灵活性。
测量长度将千分表的下夹头轻轻夹住物体,然后将上夹头轻轻旋转,直到指针指向所测量的长度。读取指针所指的刻度值,如果有小数,需要在读数后面加上小数点和小数位数。
千分表怎么读
读数方法:千分表的表盘刻度一般分为100格,测头每移动0.01mm,大指针就偏转1格(表示0.01mm);当大指针超过1圈时,小指针偏转 1格(表示1mm);指针的偏转量就是被测零件的实际偏差或间隙值。
读数时,先以微分筒的端面为准线,读出固定套管下刻度线的分度值(只读出以毫米为单位的整数),再以固定套管上的水平横线作为读数准线。读出可动刻度上的分度值,读数时应估读到最小刻度的十分之一,即0.001毫米。
千分表的读数方法如下:首先,以微分筒的端面为准线,读取固定套管下刻度线的分度值(只读出以毫米为单位的整数)。接着,以固定套管上的水平横线作为读数准线,读取可动刻度上的分度值。
百分表的读数方法是先读小指针转过的刻度线,再读大指针转过的刻度线并估读一位,并乘以0.01,然后两者相加,即得到所测量的数值。百分表是由精密齿条和齿轮机构制成的通用长度测量工具。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供或互联网,转载或复制请以超链接形式并注明出处。





